How its made?
From Gypsum to Board:
The Plasterboard Production Process Explained
An insider’s walkthrough of how raw gypsum becomes the essential building block behind every modern wall.
The plasterboard on your wall may look simple — but behind its clean surface lies a precisely engineered, multi-stage production process that combines chemistry, mechanics, and timing down to the second. Whether you’re new to gypsum or have spent decades in the industry, this detailed walkthrough brings clarity — and perhaps a few new insights — into how plasterboard is truly made.
Raw Material Preparation:
Dry, Wet, and Paper — All Must Be Just Right
The journey begins in the material preparation, where three critical components are carefully handled:
- Dry Material Preparation: Calcined gypsum, dry (powder) additives, BMA, glass fibers and other dry materials like cement, perlite, vermiculite etc.
In plasterboard production, the dry preparation unit is more than just a feeding system — it’s the backbone of material dosing, responsible for delivering the exact composition of solids that define the board’s strength, setting time, density, and performance. Every component, from calcined gypsum to specialized additives, must be weighed and transferred with high accuracy to ensure consistent board quality - Wet Material Preparation: Wet (liquid) additives, foam and process water.
Water, gypsum slurry, starch, foaming agents, and setting modifiers are stored in tanks, continuously agitated and dosed with high accuracy.
The wet material preparation group plays a pivotal role in the consistency, strength, and final quality of plasterboard. This section of the production line is engineered to precisely dose and deliver all wet-phase components directly into the mixer — ensuring homogeneity in the gypsum slurry from the very first moment. - Cardboard Preparation: Top and bottom paper liners (typically 100% recycled) are tension-controlled, aligned, cut in width and bent as per required edge shape — any inconsistency here can compromise the entire board.
A misstep in paper alignment or material dosing at this stage can lead to edge cracking or dimensional instability.
Mixing & Forming:
Chemistry Meets Precision Mechanics
This is the next step of the process, where raw inputs become the embryonic board.
- The gypsum slurry is homogenized in high-speed mixers, ensuring uniform density and flow characteristics.
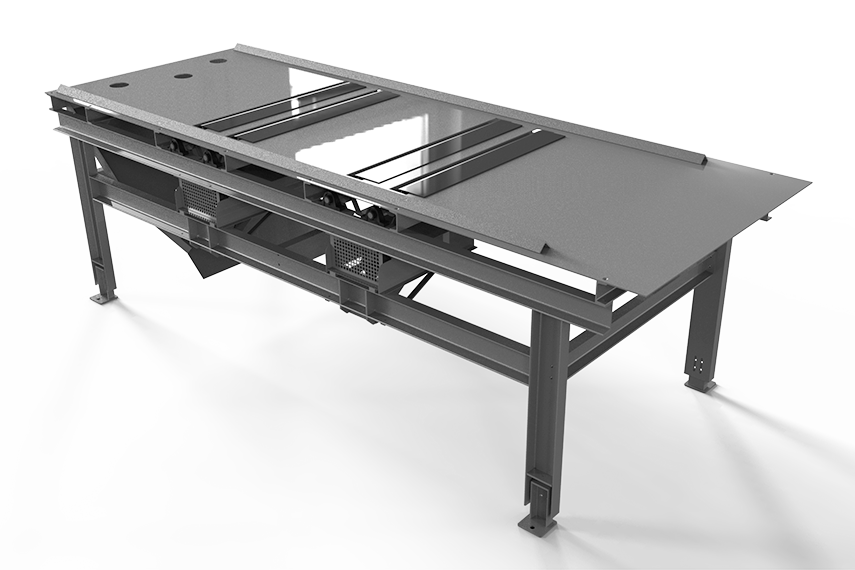
- The slurry is then poured between moving two layers of cardboard at the forming station, which include a vibrating table and a form-press extruder that controls board thickness and surface flatness.
Forming station design directly impacts the surface quality and dimensional tolerance of the board.
Setting Belt:
Time, Temperature, and Transfer
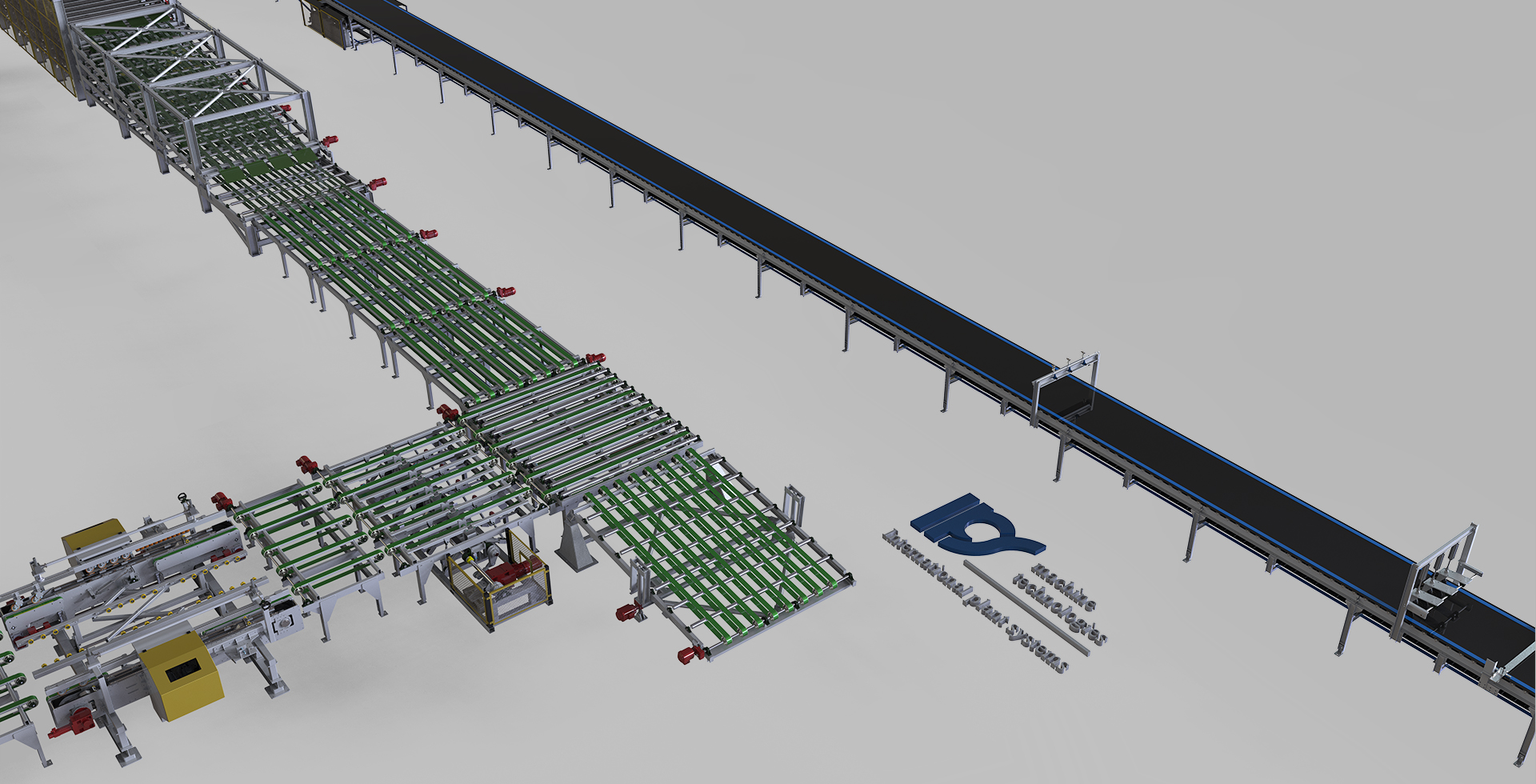
The “sandwich” of slurry and paper now rides the setting belt — a long conveyor that allows the core to solidify through hydration.
- Length of the belt depends on line speed and setting time.
- Once hardened enough to be cut, boards reach the cutting station (knife) where they are precisely cut to length.
- Cross-conveyors, board turner, and tipple feeders then rotate and align boards, preparing them for drying.
Proper timing on the setting belt is crucial: too fast, and the board deforms; too slow, and capacity drops.
Drying:
Where Chemistry Ends and Engineering Begins
The newly cut boards, still moist and fragile, enter the dryer, which is arguably the most energy-intensive and technically critical part of the entire process.
Various types of dryers, such as cross ventilated, longitudinal or hybrid dryers are used to dry wet boards by removing board’s water content.
The cross-flow dryer, also known as a jet dryer, is a highly efficient system used in plasterboard production. Unlike traditional dryers where hot air flows along the board’s travel direction, the cross-flow dryer uses high-velocity air jets that blow perpendicularly (from top and bottom) onto the board surface. This method delivers faster and more uniform drying, shortens dryer length, and improves energy efficiency. The dryer is built in modular decks, each with its own temperature and airflow control, allowing for flexibility based on board type, thickness, and speed. Cross-flow drying is especially useful in high-speed lines where precise moisture removal is critical for board strength and stability.
Dryer Outlet & Board Trimming
As boards exit the dryer, they pass through a cascade transfer system designed to lower them step-by-step in a controlled manner, minimizing the risk of edge damage or breakage. From there, boards travel onto a collecting conveyor, which aligns them and feeds into a cross-conveyor that delivers each board to the bundler unit.
The bundler plays a key role in finishing: it precisely trims the board edges to meet dimensional tolerances and applies edge tape (if required) to protect corners during handling and transport.
Finally, boards are transferred to a stacking table, where they are automatically arranged into packs according to size, type, and customer specifications.
Bundler precision and edge protection are essential to delivering export-quality boards and maintaining product integrity throughout the supply chain.
Packaging & Dispatch:
From Factory to the Job Site
Finally, the boards are transferred to packaging stations, where they’re:
- Wrapped in PE film using a stretch hooder or PE wrapper
- Secured with strapping machines (horizontal or cross-band)
- Optionally labeled and QR-coded for smart warehouse integration
Boards are now ready for storage or direct shipment to construction sites across the globe.
Final Thoughts:
Why This Process Matters?
The production of plasterboard is more than just a series of mechanical steps — it’s a delicate interplay of chemistry, automation, material science, and experience. From the mixing ratio to the dryer profile, every detail affects the final board’s quality, durability, and market value.
As the demand for lightweight, eco-efficient building materials grows, understanding and optimizing the plasterboard production process is no longer just a technical necessity — it’s a competitive edge.